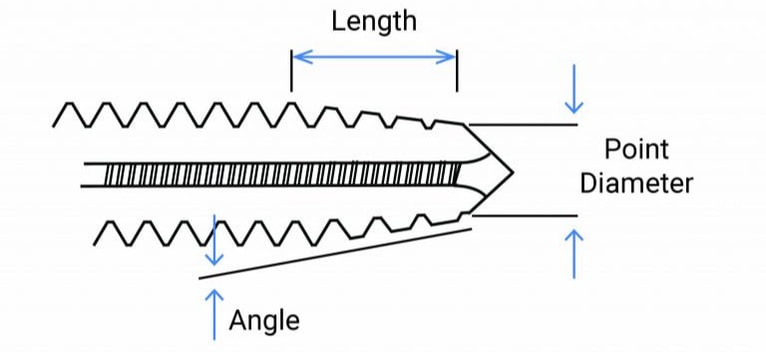
 How can you optimize a tap's chamfer based on your application? Although North American Tool/ GWS stocks many common special taps with standard chamfer lengths, they can design and manufacture a special tap for your application. Optimizing the chamfer results in, longer tap life, reduced tapping torque, better finish, and make the difference between success and failure. As most of you know, the chamfer is the tapered section on the front of the tap. It includes the length, angle, radial relief, and point diameter. As the tap rotates and advances forward, each succeeding chamfered tooth enters the drilled hole and takes deeper and deeper cuts until the first full thread on the tap completes producing a full thread in the part. The balance of the tap’s threads within the length beyond the chamfer, do not do any cutting and just goes for the ride.
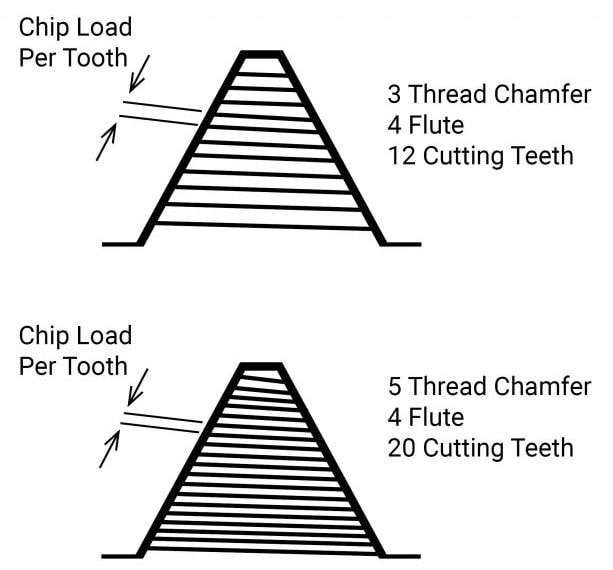
Increasing the total number of chamfered teeth cutting, can increase tap life exponentially. The example above shows that a standard plug chamfer (3 to 5 threads) length, so on a 4 fluted tap, it will range between 12 to 20 cutting teeth. Because North American Tool/ GWS understands more is better, they make it a point to manufacture our taps with a chamfer length closer to maximum length, in this case, 5 threads. This is also true for the other standard chamfer lengths Bottom, Semi Bottom, and Taper. Although more is better, you may be limited to the length of chamfer due to the job requirements. We should also note that the incomplete threads created and left in the part by the chamfer are not too full thread height and will cause assembly interference, therefore they are not considered part of the required thread length. As for manufactured specials, knowing your application requirements is necessary for us to design a tap that optimizes performance. For chamfer design, North American Tool/ GWS would need to know, tap drill size, tap drill depth, and full thread length requirement. Knowing the tap drill size allows us to grind a chamfer with a point diameter that permits the tap to start cutting within the first half thread of entry. Because there are many factors that go into determining a tap drill size, there can be a relatively wide range of diameters. If the chamfer point diameter is smaller than the tap drill diameter, then the tap may not start cutting until the second chamfer tooth or beyond. Using the same 4 flute, plug tap from the example above, in an application with a tap drill size larger than the chamfer point diameter, such that the tap does not start cutting till the 2nd chamfer tooth, will have a reduction in cutting teeth by 6 (1.5 threads X 4 flutes), or 30%. If the application is such that only a bottom chamfer (1 to 2 threads) can be used, and it is ground to the maximum length of 2 threads it will result in a reduction of cutting teeth from 8 (2 threads X 4 flutes) to 6 (1.5 threads X 4 flutes) or 75%. Knowing the tap drill depth and full thread length requirement also allows us to design the maximum length chamfer for your application. This may take into consideration the overspin of the machine spindle, or room at the bottom of a blind hole so the tap does not run into any chips that may have made their way to the bottom. 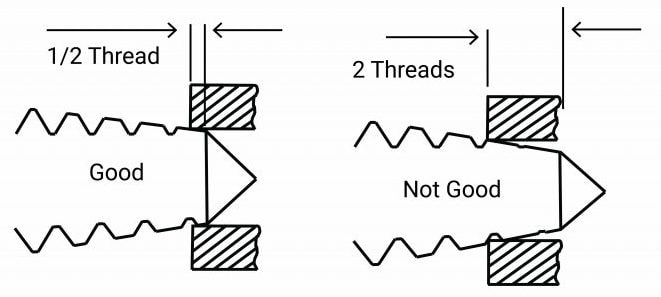 Although the information presented may be confusing, hopefully we have explained the importance of the chamfer, and the many considerations that go into its proper design.
So, if you are ready to increase tap life, reduced tapping torque, improve the finish, and make the difference between success and failure, give us a call with your application requirements.
0 Comments
Leave a Reply. |
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|

 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |