|
In today's competitive manufacturing landscape, efficiency and cost-effectiveness are more crucial than ever. That's why Dapra's latest promotions are designed to help you cut cycle times and save money. By offering significant discounts on some of their most popular machining tools, Dapra provides an exceptional opportunity for manufacturers to upgrade their operations without breaking the bank. Whether you're looking to streamline production processes or reduce overhead costs, this promotion is tailored to help you achieve more with less Are you interested in saving money AND cutting cycle times on your milling projects? Click the image below learn more about Dapra's current promotions!  FREE High-Feed Cutter Bodies Put our indexable High-Feed tooling to the test and see why shops turn to DAPRA to maximize feed rates. For a limited time, score major savings across both our Single- and Double-Sided Insert platforms.
Offer ends June 30, 2024 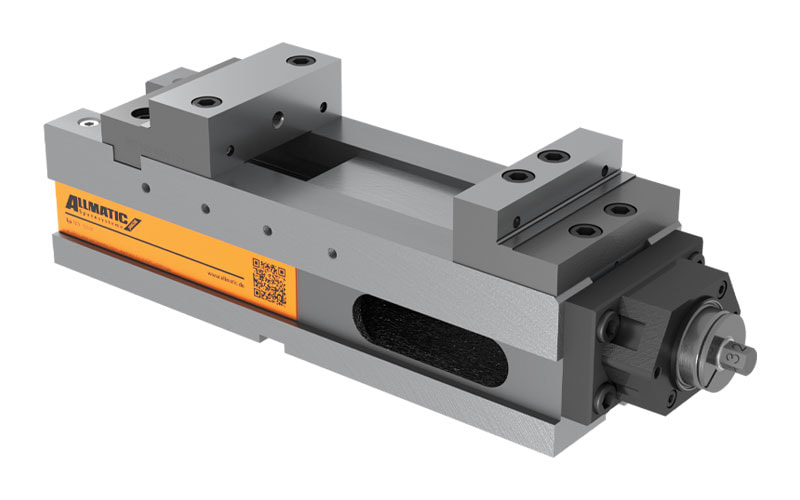 32% OFF Premium Workholding Experience the power and precision of a modern workholding solution and save 32% off all ALLMATIC NC8 family vises. Adjustable and repeatable clamp force that you can tighten with your finger, part after part. So easy a child could do it! See flyer for details. Offer ends May 31, 2024.  FREE or 1/2 PRICE Ball Nose / Back Draft Cutters Purchase 40 single-sided Ball Nose / Back Draft inserts and receive a FREE corresponding Steel cutter body or 50% off a corresponding Carbide Core or Solid Carbide Shank tool. Challenge us to unlock additional savings when you test DAPRA tools against your current solution. See flyer for details. Offer ends April 30, 2024 The Allmatic NC-8 family of vises are the most modern workholding solutions on the market today. Adjustable and repeatable clamp force that you can tighten with your finger!
Contact us today to discuss your milling issues
0 Comments
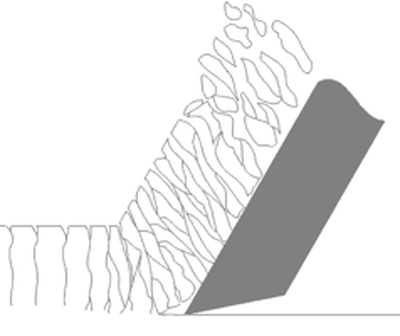
Contrary to popular terminology, metal is not “cut” as much as it is a “forced separation from itself.” To understand this, think of how molecules bond together. Molecules resemble our solar system with the nucleus represented by our Sun (or a carbon atom in the image) and the electrons represent by the various planets. When one molecule “bonds” with another it is as if two solar systems’ planets became intertwined into each others orbits with both solar systems sharing certain planets and making the whole larger than the sum if it’s parts. When we use a cutting tool we are inducing these bonds to break apart. The “machinability” of a particular metal partially defines how easily the material separates from itself. 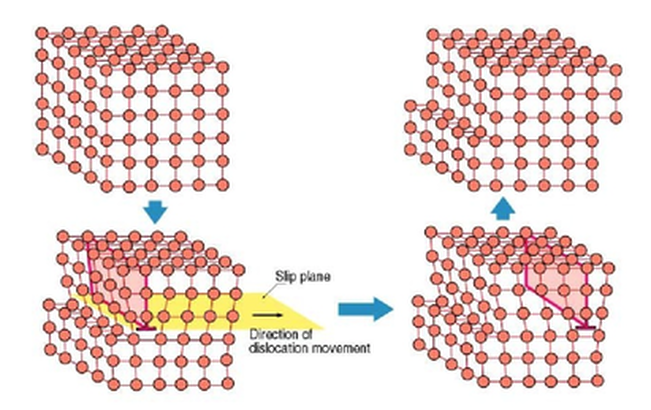 The basic mechanics of forming a chip are the same regardless of the base material. As the cutting tool engages the workpiece, the material directly ahead of the tool is sheared and deformed under tremendous pressure. The deformed material then seeks to relieve its stressed condition by fracturing and flowing into the space above the tool in the form of a chip. The important difference is how the chip typically forms in various materials. Regardless of the tool being used or the metal being cut, the chip forming process occurs by a mechanism called plastic deformation. This deformation can be visualized as shearing. That is when a metal is subjected to a load exceeding its elastic limit. The crystals of the metal elongate through an action of slipping or shearing, which takes place within the crystals and between adjacent crystals. Type 1: Discontinuous ChipCast Iron, Hard Brass and other materials that produce a Powdery chip. “Discontinuous Chip - Discontinuous or segmented chips are produced when brittle metal such as cast iron and hard bronze are cut or when some ductile metals are cut under poor cutting conditions.
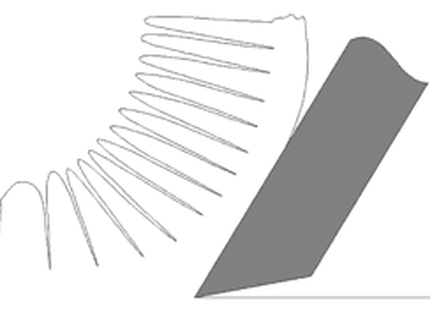
Type 2: Continuous ChipMedium to High carbon and alloy Steels – Long Chipping Materials “Continuous Chip - Continuous chips are a continuous ribbon produced when the flow of metal next to the tool face is not greatly restricted by a built-up edge or friction at the chip tool interface. The continuous ribbon chip is considered ideal for efficient cutting action because it results in better finishes. Unlike the Type 1 chip, fractures or ruptures do not occur here, because of the ductile nature of the metal.”
Type 3: Sheared ChipsLow carbon Steels, Stainless Steels, Nickel Alloys, Titanium, Copper, Aluminum and other soft, “gummy’ Materials. Sheared Chips or as some refer to it “Continuous Chip with a Built-up Edge (BUE). The metal ahead of the cutting tool is compressed and forms a chip which begins to flow along the chip-tool interface.
These metals readily deform in front of the cutting edge and have to be "sheared" by the tool. What the above paragraph doesn’t tell you is that these materials require tools with sharper cutting edges than those used for machining cast Iron or higher carbon content Steels. The chips tend to compress onto the face of the tool which can result in built-up edge.
The chips formed when cutting these metals are thicker than those produced by Medium Carbon or Alloy Steels at the same Feed Rates and Depths of Cut. These thicker chips are stronger and harder to break. Destiny Tool, through a combination of rake face geometry, carbide substrate and concentricity tolerance is able to enable the chip to more readily "separate from itself" which not only improves MRR, but also reduced heat into the end mill and thereby extends tool life as the feed rate increases. High strength metals such as Stainless Steel, Nickel Alloys and Titanium generate high heat and high cutting pressures in the area of the cutting edge. This results in reduced tool life compared to easier to machine materials.
Choosing the right insert geometry and grade for an application can easily make or break a job. Making the right choice requires educating yourself on what types of cutting edge and carbide grades are best suited to the machining conditions present.
Grade SelectionDapra uses an easy-to-understand system that separates grades by toughness/hardness. The same coatings are available for each carbide substrate, so choosing the grade begins with the toughness of the substrate desired and ends with the coating of choice. For abusive applications, use of the toughest grade is recommended. These would be identified as the following: interrupted cuts; long tool lengths; poor chip evacuation; stainless steels; high-temperature alloys; poor workpiece or machine rigidity; coolant use or very heavy cut depths.
For stable, steel and ductile iron applications, Dapra recommends our medium toughness/hardness carbide. Examples of some good applications include: uninterrupted steel cuts; good workholding / machine rigidity; short tool / diameter ratios; lighter depths of cut; good chip evacuation; alloys; low and high carbon steels; ductile (long-chipping) irons; and dry machining.
For very stable, high-wear applications in cast iron and nonferrous materials, as well as hard milling of heat-treated materials, Dapra recommends the use of our hardest grades. Application examples include: gray cast irons; aluminum and copper alloys; plastics; light, smooth cuts in any material; and heat-treated steels (typically over 48 Rc).
Geometry SelectionDapra offers three different cutting edges for the Square Shoulder milling line:
General RecommendationsMaterial Being Machined Use stronger, T-land cutting edges for steels and cast irons. Use sharper honed edges for stainless steels and high-temperature alloys. For aluminum and plastics, use sharp, un-honed cutting edges. Workholding / Machine Tool Rigidity Use the recommended grades and geometries for rigid setups and machines. In cases where rigidity is lacking (light-duty machine, poor workholding, etc.), use tougher grades and stronger geometries. The exception to this rule is when the use of the sharper geometry (XPET) actually stops or reduces the vibration created by the poor rigidity. These situations typically present a "trial and error” scenario.
Long Toolholder / Length to Diameter Ratio
This situation closely resembles the previous rigidity issue. Long tool lengths (including longer tool holders) decrease tool rigidity, creating the potential for chatter and vibration. This can typically be combated with stronger cutting edges, but can also sometimes be corrected with a sharper, free cutting edge. Use the APET unless the results prohibit the use of such a strong edge. The XPET may reduce vibration enough to quiet the operation. Again, use of the toughest grades is typically recommended in long reach applications where chatter or vibration is present. Coolant vs. Dry Machining Most applications using Dapra cutting tools are best performed using dry air blast. Exceptions to this rule include: high-temperature alloys, aluminum and some exceptionally tough stainless steels. When dry machining, use the grades and geometries suggested previously. When using coolants, Dapra recommends using the tougher grades, but with sharper cutting edges (XPET). This allows the heat generated in the cutting zone to be minimized, delaying the effects of thermal shock. Machining Parameters For heavier cuts, tougher substrates should be used, due to the increased pressure and potential vibration created. In lighter cuts, the harder grades provide better performance (speed) and longer tool life. The minimum FPT (feed per tooth) for the APET geometry should be .006". This is to get the chip thickness past the T-land edge preparation, allowing the insert to cut, not rub. The minimum FPT for the XPET insert should be .003". Consequently, lighter cuts (FPT) should not be taken with the APET unless other conditions exist that necessitate the use of the stronger edge. The selection procedure described here will require your careful consideration of several application conditions and insert characteristics. This may take some time, but the cutting results will be well worth your effort. VAPOR™ is a high feed indexable mill that maximizes metal removal rates. Utilizing light depth of cut (DOC) combined with extreme feed per tooth (FPT) to increase productivity.  Dapra Corporation has announced the DAPRA Next Technology - High Feed Indexable Milling Platform - "VAPOR™ powered by TRI-X2". VAPOR™ is ideal for extreme machining. The VAPOR™ platform has unique elements in body design and TRI-X2 insert geometry for higher metal removal rates and extended tool life. The design is created for lighter, faster cutting and versatility through positive cutting geometry and excellent ramping capability. It's designed with a new double-sided insert series for lower cost per usable cutting edge. Inserts are installed with a large insert screw for longevity and easy indexing. This makes the advanced design highly shock resistant through-hardened steel.
  CHARDON, OH - Browne & Co is excited to announce that they begin representation of Dapra Corporation products in December 2022.
Dapra specializes in the design, service, and support of American-made, high-performance indexable carbide milling tools for a broad range of operations. Dapra Corporation is a U.S.-based, multi-generation family-owned parent company to multiple brands which provides high-quality engineered solutions for various manufacturing and industrial markets. From indexable cutting tools to permanent part marking equipment Dapra Corporation continues to develop and invest in solutions to empower the success of manufacturers across North America. For over 65 years Dapra has provided milling, workholding, and power tool solutions to a wide array of manufacturing segments including aerospace, automotive, mold and die, and firearm. With their proven high-performance solutions combined with industry-leading application expertise and a robust distribution network Dapra has earned the trust of businesses from around the world. From small workshops to globally diversified manufacturers, they are more than a supplier, they are a partner in yours and our success. According to David Browne at Browne & Co., "At our core we have always had a very strong presence in CNC milling products. We're at the spindle. Dapra really matches what our company does and we're excited to launch into 2023 with Dapra's high performance milling products." Browne & Co. is excited to work with our customers with these premiere products that include:
|
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|




 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |