|
Appears in Print at Production Machining as: 'A Swift Tool Change for Swiss-Type Machines' This coolant-through tooling system replacement for the gang plate on a Swiss-type machine can save hours of spindle downtime per day as well as increase tool life and enhance chip control. While servicing the tools on a traditional platen on a sliding headstock lathe, it can take 10 minutes or more to index one insert. While indexing the tools, coolant spigots can get knocked loose by an operator and can cost a machine shop tool life and time. Once the inserts are indexed, it can take several starts and stops of the spindle for the operator to see if the coolant stream is being directed to where it needs to be.
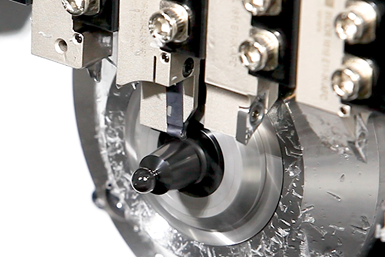
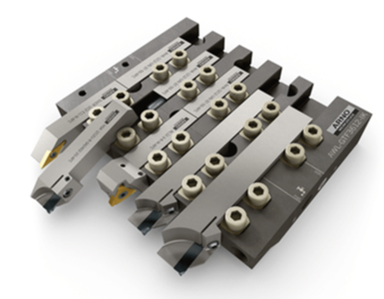
Arno’s Fast Change (AFC) tooling system consists of a gang plate that holds split-shank, coolant-through turning tools, parting tools and grooving tools. Designed like a manifold, the coolant is rerouted through the gang plate to the tools. The UN-style slot in the fixed stop picks up the coolant and runs it through the pipette to the front end where the coolant goes directly to the cutting edge. The AFC system can supply coolant to one port that supports all the tooling positions, or it can supply two ports and divide the tooling positions with the needle valve. The tooling system only needs to be plumbed once and, according to the company, after that, a high-pressure coolant line should not need to be touched again. With proper setup, the high-pressure lines are moved behind the machine guards, creating a clean machining environment. This enables operators to complete safer routine maintenance. Also, the AFC’s low-profile clamps do not collect as many chips compared with a typical clamping system. When replacing a split-shank tool, the operator simply loosens two clamps to remove the cutting head and then replaces it with a new one, the company says. Simple, Quick FunctionalityA Time and Money SaverUsing the AFC system, Arno reports that it takes 17 seconds to change a tool, a vast improvement to the typical 7 to 10 minutes it can take using a traditional gang plate. The conventional method might take five minutes to change a tool, a minute to touch the tool off and another minute to adjust the spigot, for instance.
In comparison, when an operator is working with the AFC system, retouch is not necessary because the tool will repeat within plus or minus a thousandth of the previous tool positions. There is also no need to factor in time for readjusting coolant lines because the new system is a true, coolant-through system. It is also not necessary to factor in the clearing away of chips because those surfaces have mostly been eliminated with the smooth AFC design, according to Stroup. Therefore, the 17-second tool change time is the only time to factor in. But, for a real-world example, he increases the time to one minute to consider a distracted operator that might use extra seconds 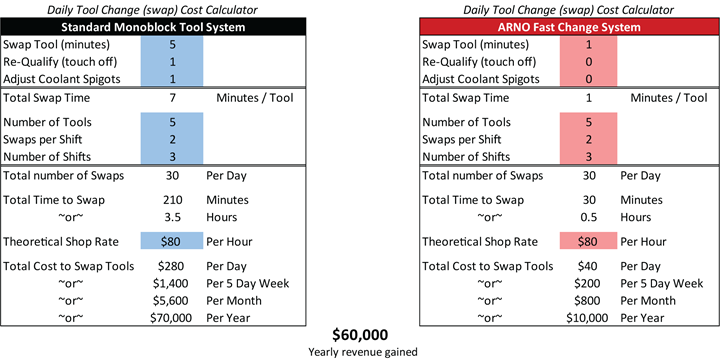 These charts show estimates of cost savings using Arno Fast Change tooling system versus the standard monoblock tool system. Arno says users can gain $60,000 per year by using its Fast Change system. Although there are still 30 idle times per day, there are now only 30 minutes of downtime per day instead of 210 minutes using the traditional gang plate. “That only costs $10,000 per year, which means you’ve just made $60,000 a year on that one spindle by adopting the AFC system,” Stroup says.
0 Comments
Arno Werkzeuge USA has reintroduced the H.B. Rouse brand of American-made carbide cutting tools and inserts.  Arno Werkzeuge USA has reintroduced the H.B. Rouse brand of carbide cutting tools and inserts.
Formerly sold and marketed under the Arno-Rouse name, the company has reintroduced Rouse as a standalone product offering a broad range of carbide boring bars, tools and inserts for manual turning operations. The carbide insert turning tools have triple-sided inserts for quick change turning operations. Triple-tip boring bars offer an improved triangular insert located within a precision-machined pocket to eliminate shifting under heavy cuts; the insert requires the simple removal of one screw for indexing. Boring bars feature carbide inserts that provide three cutting edges instead of only one (as is common with brazed-tip tooling). |
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|

 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |