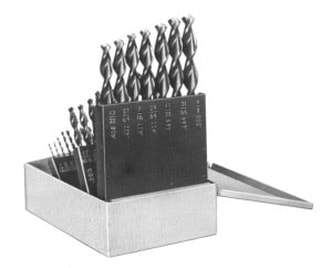
 Besly Turboflute Drill sets T-715-TF Besly Turboflute Drill sets T-715-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. These heavier web drills are ideal for use in stringy, low and medium strength steels below 120,000 psi ultimate tensile strength, and for use in exotic and difficult-to-machine materials, ferrous and nonferrous. Parabolic flute drills, also known as parabolic flute twist drills, offer several advantages compared to standard twist drills with straight flutes. These advantages make them a popular choice in various drilling applications. Here are some of the key advantages of using parabolic flute drills:
Extra Length, Tanged, Bright Finish (Catl No T-218-TF) Besly Turboflute Drill Extra Length Tanged Bright Finish T-218-TF Besly Turboflute drills handle hole depths of up to 12 times their own diameter in a single pass. The unique flute design produces short chips, that pass out of the hole with no clogging or woodpeckering. These drills are designed for drilling materials such as steels below 120,000 psi ultimate tensile strength and iron castings. Jobbers Length, Bright Finish (Catl No T-755-TF) Besly Turboflute Drill Jobbers Length Bright Finish T-755-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. Bright finish drills, Catl No. T-755-TF, are for use in aluminum and other nonferrous materials. Jobbers Length, Surface Treated (Catl No T-705-TF) Besly Turboflute Drill Jobbers Length Surface Treated T-705-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. Surface treated drills, Catl No. T-705-TF are intended for drilling stringy, low and medium strength steels below 120,000 psi ultimate tensile strength. Also available in sets (Catl No. T-715-TF). Jobbers Length Sets, Surface Treated (Catl No T-715-TF)Besly Turboflute Drill sets, Catalog No. T-715-TF. have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers.
0 Comments
Technical Article written by Regal Cutting Tools The selection of an appropriate drill point angle for your bit should be informed by questions about your application. Yes—a hole is a hole is a hole—but what is the purpose of the hole, what type of metal are you cutting into, and what are the specifications for the finished hole? In addition to the drill point angle, factors that can affect successful drilling include:
Common Drill AnglesThe most common included angles for drills are 118° and 135°. These angles are an artifact from the time when drilling was largely a manual process, and the drill bits were conventional conical shapes. Over time, tool makers learned that by grinding a conical point with a flat surface (a facet) to create a linear chisel, they could reduce the thrust required and also improve the process of cutting the metal or wood and removing the chips. If you’re drilling by hand, this is a clearly a major benefit. Today, with advanced drilling machines, multi-faceted drill points are the norm. Not only do they require 50% less thrust, but they also generate 60% less heat than a conventional drill point. And there are a number of different configurations, each of which—when combined with a particular drill point angle—is suitable for specific jobs. The general purpose drill points found on most jobber drills are 118° angled drills. They are typically used for cutting into soft metals such as aluminum, whereas the 135° variant is best suited for hardened materials, such as stainless steel. A 135° drill is flatter than 118°, which means that more of its cutting lips engage with the material surface sooner to begin the full metal cutting action. Check out our guide below for what angles are optimal based on the material that is being drilled: 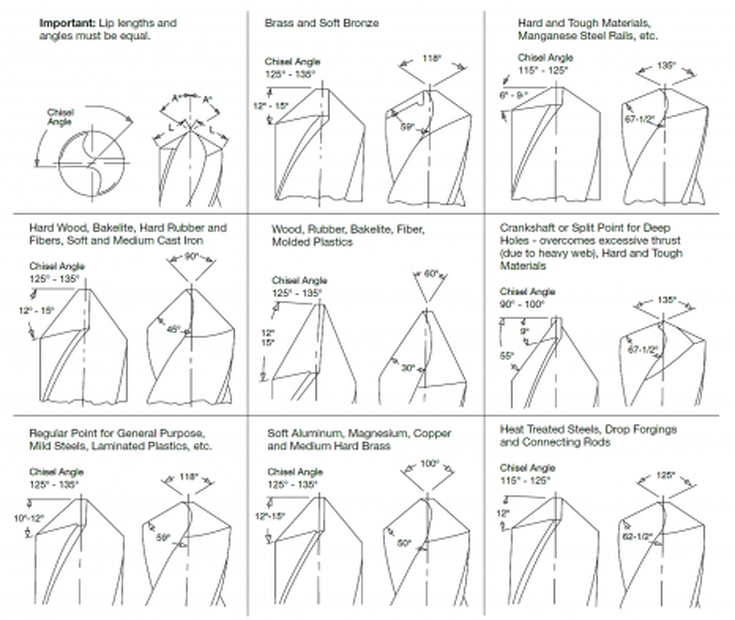 Specialized Drill Point ConfigurationsThere are a number of drill point configurations and these may be found in both 118° and 135° variants. The different configurations are selected based on the drilling application—for example:
There’s an old proverb “A bad workman always blames his tools,” which means that success is not dependent on the tools we use, but how we use them.
In the case of drill points, that may not be 100% true. While you can drill a hole with almost any drill point, the one you use may not be the best for the whole job, whether you are drilling one hole, a hundred holes, or thousands! By choosing the right drill point configuration and included angle, you can receive longer tool life, more precise hole geometry, cleaner breakthrough and improved job productivity. If you have questions about the right drill point for your job, just ask us! |
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|


 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |