 Besly Turboflute Drill sets T-715-TF Besly Turboflute Drill sets T-715-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. These heavier web drills are ideal for use in stringy, low and medium strength steels below 120,000 psi ultimate tensile strength, and for use in exotic and difficult-to-machine materials, ferrous and nonferrous. Parabolic flute drills, also known as parabolic flute twist drills, offer several advantages compared to standard twist drills with straight flutes. These advantages make them a popular choice in various drilling applications. Here are some of the key advantages of using parabolic flute drills:
Extra Length, Tanged, Bright Finish (Catl No T-218-TF) Besly Turboflute Drill Extra Length Tanged Bright Finish T-218-TF Besly Turboflute drills handle hole depths of up to 12 times their own diameter in a single pass. The unique flute design produces short chips, that pass out of the hole with no clogging or woodpeckering. These drills are designed for drilling materials such as steels below 120,000 psi ultimate tensile strength and iron castings. Jobbers Length, Bright Finish (Catl No T-755-TF) Besly Turboflute Drill Jobbers Length Bright Finish T-755-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. Bright finish drills, Catl No. T-755-TF, are for use in aluminum and other nonferrous materials. Jobbers Length, Surface Treated (Catl No T-705-TF) Besly Turboflute Drill Jobbers Length Surface Treated T-705-TF Besly Turboflute Drills have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers. Surface treated drills, Catl No. T-705-TF are intended for drilling stringy, low and medium strength steels below 120,000 psi ultimate tensile strength. Also available in sets (Catl No. T-715-TF). Jobbers Length Sets, Surface Treated (Catl No T-715-TF)Besly Turboflute Drill sets, Catalog No. T-715-TF. have heavy duty parabolic profiled flutes for easy chip flow. Designed for automotive, aerospace, and other high volume metalworking industries, they give longer life and better drilled hole quality while allowing increased feed rates. The split point design seats itself and holds centers.
0 Comments
Technical Article written by Regal Cutting Tools The selection of an appropriate drill point angle for your bit should be informed by questions about your application. Yes—a hole is a hole is a hole—but what is the purpose of the hole, what type of metal are you cutting into, and what are the specifications for the finished hole? In addition to the drill point angle, factors that can affect successful drilling include:
Common Drill AnglesThe most common included angles for drills are 118° and 135°. These angles are an artifact from the time when drilling was largely a manual process, and the drill bits were conventional conical shapes. Over time, tool makers learned that by grinding a conical point with a flat surface (a facet) to create a linear chisel, they could reduce the thrust required and also improve the process of cutting the metal or wood and removing the chips. If you’re drilling by hand, this is a clearly a major benefit. Today, with advanced drilling machines, multi-faceted drill points are the norm. Not only do they require 50% less thrust, but they also generate 60% less heat than a conventional drill point. And there are a number of different configurations, each of which—when combined with a particular drill point angle—is suitable for specific jobs. The general purpose drill points found on most jobber drills are 118° angled drills. They are typically used for cutting into soft metals such as aluminum, whereas the 135° variant is best suited for hardened materials, such as stainless steel. A 135° drill is flatter than 118°, which means that more of its cutting lips engage with the material surface sooner to begin the full metal cutting action. Check out our guide below for what angles are optimal based on the material that is being drilled: 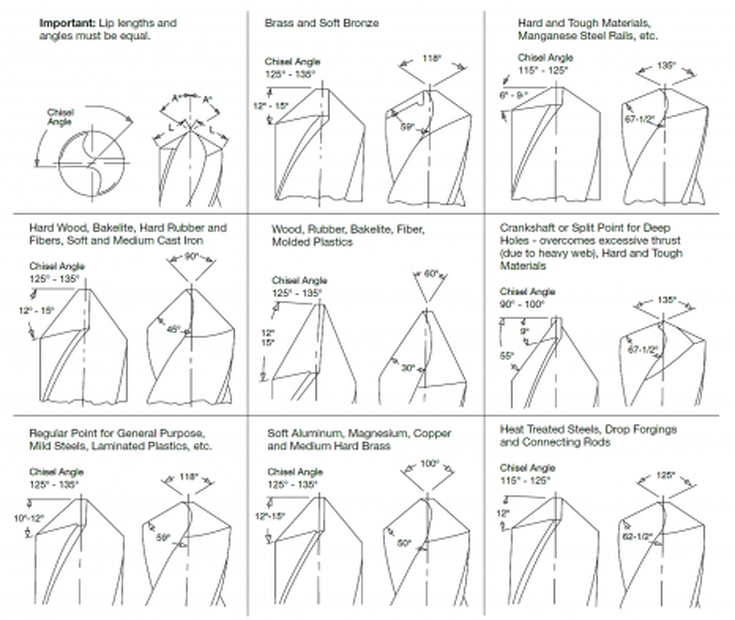 Specialized Drill Point ConfigurationsThere are a number of drill point configurations and these may be found in both 118° and 135° variants. The different configurations are selected based on the drilling application—for example:
There’s an old proverb “A bad workman always blames his tools,” which means that success is not dependent on the tools we use, but how we use them.
In the case of drill points, that may not be 100% true. While you can drill a hole with almost any drill point, the one you use may not be the best for the whole job, whether you are drilling one hole, a hundred holes, or thousands! By choosing the right drill point configuration and included angle, you can receive longer tool life, more precise hole geometry, cleaner breakthrough and improved job productivity. If you have questions about the right drill point for your job, just ask us! This article is courtesy of Regal Cutting Tools. Different tool engineering, composition, and design affect the way they perform and which workpieces they will cut most effectively. Several factors determine which drill bits work best on various steels and alloys, copper, zinc, aluminum, tin, etc., owing to the properties of ferrous vs. nonferrous metals.  Properties of Ferrous and Non-Ferrous MetalsFerrous Metals Ferrous metals, of course, are those that contain iron. These include stainless, carbon, and alloy steel, and cast and wrought iron. Ferrous metals generally possess more tensile strength than their non-iron-based counterparts. That makes them ideal for use in building materials, structural and ornamental designs, and heavy industrial products such as shipping containers, tools, and appliances. Tool manufacturers must consider hardness and strength when designing and engineering drills made for cutting ferrous metals. Non-ferrous Metals Non-ferrous metals - especially copper, lead, zinc, and tin also occupy important niches in the construction and manufacturing industries. Because they contain no iron, these metals are valued for their use in applications where they come into contact with moisture that would rust ferrous metals. They also are malleable, ductile, and easily manipulated into various shapes for components, housings, etc. They are non-magnetic, making them quite useful in electronic components. Hardness is the primary consideration when choosing a drill to cut metal. Drills incorporate various design elements in order to cope with these different challenges Points and AnglesDrill bit points can be altered to provide more precise hole-starting, centering, and quality, as well as conduciveness to varying feeds and speeds. The standard 118-degree point is used because it offers a “good enough” fit for most applications. Standard points can be used for most “softer” steels and non-ferrous metals. Standard 135-degree split-point drills can cut these materials, as well as harder steel alloys. In these harder materials, the split-point offers the advantage of working at lower feed pressure and centering of the hole with minimal walking. Learn more about how to find the right drill point angle for your application FlutesThe grooves cut into drill bits (called flutes) serve two purposes:
As we might expect, the harder the material being drilled, the harder the tool must be to get the job done. Carbon steels are too soft for cutting metal; only high-speed steel (HSS), carbide-tipped, and solid carbide bits should be used in cutting metal, no matter how soft. HSS is common because of its low cost and ability to drill softer carbon steels as well as zinc, copper, aluminum, and other non-ferrous metals. Alloying HSS with 5 to 8% cobalt adds “red” hardness which allows the tool to maintain the sharp cutting edge longer and allows for slightly faster speeds, making these drills suitable for working in heat-treated steel, cast iron, and even some titanium alloys. For exponential increases in speed and wear resistance, nothing beats using a carbide tool. It withstands extremely high temperatures, resists wear, and maintains rigidity better that HSS. It costs much more, but is the only long term, high volume option when the work piece is stainless steel or alloyed steel. Carbide-tipped HSS saves some costs and is a viable option for nonferrous metals such as copper, bronze, and other materials that are highly abrasive. Drills made of cobalt-alloy High Speed Steel (HSS-E) or even drill bits with a thin film coating are needed for stainless steel. These are more expensive than normal HSS drill bits, but they enable drilling in special steel without a high level of drill bit wear. Thin film coated drill bits are high-speed steel drill bits (HSS) that have any of a variety of coating blends typically with a titanium base. TiN (Titanium Nitride), TiALN (Titanium Aluminum Nitride) and TiCN (Titanium Carbonitride) are examples of thin film coaing typically used on drill bits. They are very hard, and corrosion-resistant and reduce the co-efficient of friction allowing for better lubrication of the tool. They last much longer than regular HSS drill bits, and they are good for cutting through any metal, including metal sheeting. Thin film coated drill bits have a surface that is harder than cobalt. However, because they are coated, they lose the coating protection at the cutting edge when they are re-sharpened and subsequent tool life will be reduced. Uncoated drill bits are made of cobalt or HSS steel, and they can be sharpened without any loss in performance or tool life.
ConstructionFerrous vs. Non-Ferrous MetalsUnderstanding the characteristics of ferrous and non-ferrous metals, and what twist drill is ideal for each material is key to high quality production and extending tool life. If you are still unsure of exactly which drill is right for your job, contact a Browne & Co. Sales Rep and we would be happy to assist you.
 Fullerton Tool Company now supplies, stocks, and supports InovaTools' products!
Their strategic partnership with InovaTools allows Fullterton to expand thier product offering by selling, stocking, and supporting Inovatools' coolant fed, deep hole drills, micro drills, modular tools, diamond coated end mills, and die & mold end mills. Fullerton is Now Offering InovaTools:
 Fullerton Tool's 1565 AlumaDrill is a master of enhanced chip evacuation in high speed drilling in titanium, graphite, brass & copper, high si aluminum, low si aluminum, composites, plastics, and wood. Its unique radial grinds allow self-centering and increases aggressiveness in softer materials. 1565 AlumaDrill Features:
Start your search for an AlumaDrill with the button below:   This single tool allows manufacturers to drill, chamfer, and then back chamfer; resulting in less time setting up tooling, less tooling needed, and an overall reduction in their total cost per piece. Check out some starts below on how this custom tool helped one of our customers reduce cycle time and save money. Drill, Chamfer, Back Chamfer Stats:
Watch Drill, Chamfer, Back Chamfer In Action in the below video. Download the Drill, Chamfer, Back Chamfer Case Study below Rocky Mountain Twist Drill in Ronan, Montana was featured on Fox Business News "Manufacturing Marvels" segment. Rocky Mountain Twist is the leading U.S. manufacturer of high performance, precision industrial cutting tools.  THE GEORGE WHALLEY COMPANY® LAUNCHES A NEW LINE OF COATED THROW-AWAY SPADE DRILL INSERTS AND COOLANT HOLDERS  CLEVELAND, OH – The George Whalley Company is introducing a new line of coated throw-away spade drill inserts and coolant holders. The combination of materials and multi-layered coatings provide for a broader range of applications subsequently reducing inventory.
The throw-away spade drill inserts are offered in five different coatings to fit buyers specific drilling needs. The available coatings are Ultra-Tin, TiN, TiCN, TiAIN, and Life-Coat. All of the coatings have distinct features that make them ideal in a wide array of drilling activities. The coatings, in conjunction with the tooling substrates, including high speed steel, cobalt, and carbide, allow for higher speeds and feeds, longer tool life, and reduced machining time. “Our new line of coated throw-away spade drill inserts and coolant holders is an excellent, low-cost tooling technology that can save time and increase productivity”, Howard M. Whalley, Division President. The George Whalley Company Coolant-Fed Tooling and Systemsâ Division has a large inventory of products in stock now and available for immediate delivery. To learn more about this new line and other coolant-fed products please visit www.coolantfedtooling.com. Advancements through technology and process improvements have placed Rocky Mountain Twist as the quality leader of industrial drill bit manufacturing. Until recently the process of grinding a drill bit from a solid high-speed steel blank has changed very little over the years.
At Rocky Mountain Twist, each of their proprietary drill grinding cells transform solid high-speed steel blanks into finished drill bits without leaving the cell. Using revolutionary rotary methodology, a drill blank is oriented once, then moves through each manufacturing phase in a precise computer controlled operation. This process innovation ensures the highest degree of repeatable quality manufacturing in the industry.
|
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|



 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |