|
Technical article courtesy of Regal Cutting Tools Most craftspeople will agree that whenever an internal thread can be made with a roll form tap, this is the tool that should be used for the job. Roll taps, also known as form taps, hold distinct advantages over cut taps. Roll tap advantages are inherent in the way they create the threads. As the names suggest, these taps form the threads by rolling and deforming the material inside the hole. They push the metal out of the way to create the thread roots and base. Cut taps, also true to their name, carve metal away from inside the hole, ejecting chips as they go. Reasons to Use Roll Form TapsRoll taps are a great option when considering workmanship and price point. First, roll taps are chipless. Because they do not remove material from the hole, form taps generate no chips that must be removed. This carries several advantages:
When Not to Use Roll TapsWhile an excellent choice for most applications, there are a few situations that do not lend themselves to roll tapping including:
Types of Roll TapsRoll taps are engineered and manufactured in two main styles to match the type of hole and fastener to be used. Bottoming roll taps feature little to no taper on their end threads. This allows full thread production to the very bottom of the hole.
The bottom 3 to 5 threads on a plug tap are tapered to allow the tap to gradually begin deforming the hole material, creating less stress on the tool and giving the full threading edges a base from which to work. Regal Cutting Tools has built a reputation for high quality taps and other metalworking tools and an uncompromising commitment to customer service. Regal manufactures a full line of roll taps to suit any application. Regal can even engineer custom taps quickly and affordably. To learn more about Regal’s taps and learn which products are best suited for your workflow, contact our team today.
0 Comments
Technical Article written by Regal Cutting Tools The selection of an appropriate drill point angle for your bit should be informed by questions about your application. Yes—a hole is a hole is a hole—but what is the purpose of the hole, what type of metal are you cutting into, and what are the specifications for the finished hole? In addition to the drill point angle, factors that can affect successful drilling include:
Common Drill AnglesThe most common included angles for drills are 118° and 135°. These angles are an artifact from the time when drilling was largely a manual process, and the drill bits were conventional conical shapes. Over time, tool makers learned that by grinding a conical point with a flat surface (a facet) to create a linear chisel, they could reduce the thrust required and also improve the process of cutting the metal or wood and removing the chips. If you’re drilling by hand, this is a clearly a major benefit. Today, with advanced drilling machines, multi-faceted drill points are the norm. Not only do they require 50% less thrust, but they also generate 60% less heat than a conventional drill point. And there are a number of different configurations, each of which—when combined with a particular drill point angle—is suitable for specific jobs. The general purpose drill points found on most jobber drills are 118° angled drills. They are typically used for cutting into soft metals such as aluminum, whereas the 135° variant is best suited for hardened materials, such as stainless steel. A 135° drill is flatter than 118°, which means that more of its cutting lips engage with the material surface sooner to begin the full metal cutting action. Check out our guide below for what angles are optimal based on the material that is being drilled: 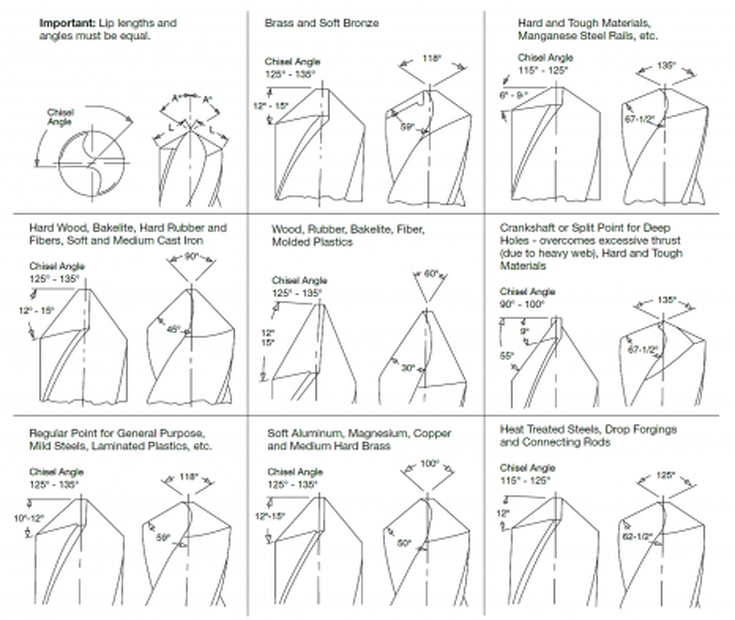 Specialized Drill Point ConfigurationsThere are a number of drill point configurations and these may be found in both 118° and 135° variants. The different configurations are selected based on the drilling application—for example:
There’s an old proverb “A bad workman always blames his tools,” which means that success is not dependent on the tools we use, but how we use them.
In the case of drill points, that may not be 100% true. While you can drill a hole with almost any drill point, the one you use may not be the best for the whole job, whether you are drilling one hole, a hundred holes, or thousands! By choosing the right drill point configuration and included angle, you can receive longer tool life, more precise hole geometry, cleaner breakthrough and improved job productivity. If you have questions about the right drill point for your job, just ask us! This article is courtesy of Regal Cutting Tools. Different tool engineering, composition, and design affect the way they perform and which workpieces they will cut most effectively. Several factors determine which drill bits work best on various steels and alloys, copper, zinc, aluminum, tin, etc., owing to the properties of ferrous vs. nonferrous metals.  Properties of Ferrous and Non-Ferrous MetalsFerrous Metals Ferrous metals, of course, are those that contain iron. These include stainless, carbon, and alloy steel, and cast and wrought iron. Ferrous metals generally possess more tensile strength than their non-iron-based counterparts. That makes them ideal for use in building materials, structural and ornamental designs, and heavy industrial products such as shipping containers, tools, and appliances. Tool manufacturers must consider hardness and strength when designing and engineering drills made for cutting ferrous metals. Non-ferrous Metals Non-ferrous metals - especially copper, lead, zinc, and tin also occupy important niches in the construction and manufacturing industries. Because they contain no iron, these metals are valued for their use in applications where they come into contact with moisture that would rust ferrous metals. They also are malleable, ductile, and easily manipulated into various shapes for components, housings, etc. They are non-magnetic, making them quite useful in electronic components. Hardness is the primary consideration when choosing a drill to cut metal. Drills incorporate various design elements in order to cope with these different challenges Points and AnglesDrill bit points can be altered to provide more precise hole-starting, centering, and quality, as well as conduciveness to varying feeds and speeds. The standard 118-degree point is used because it offers a “good enough” fit for most applications. Standard points can be used for most “softer” steels and non-ferrous metals. Standard 135-degree split-point drills can cut these materials, as well as harder steel alloys. In these harder materials, the split-point offers the advantage of working at lower feed pressure and centering of the hole with minimal walking. Learn more about how to find the right drill point angle for your application FlutesThe grooves cut into drill bits (called flutes) serve two purposes:
As we might expect, the harder the material being drilled, the harder the tool must be to get the job done. Carbon steels are too soft for cutting metal; only high-speed steel (HSS), carbide-tipped, and solid carbide bits should be used in cutting metal, no matter how soft. HSS is common because of its low cost and ability to drill softer carbon steels as well as zinc, copper, aluminum, and other non-ferrous metals. Alloying HSS with 5 to 8% cobalt adds “red” hardness which allows the tool to maintain the sharp cutting edge longer and allows for slightly faster speeds, making these drills suitable for working in heat-treated steel, cast iron, and even some titanium alloys. For exponential increases in speed and wear resistance, nothing beats using a carbide tool. It withstands extremely high temperatures, resists wear, and maintains rigidity better that HSS. It costs much more, but is the only long term, high volume option when the work piece is stainless steel or alloyed steel. Carbide-tipped HSS saves some costs and is a viable option for nonferrous metals such as copper, bronze, and other materials that are highly abrasive. Drills made of cobalt-alloy High Speed Steel (HSS-E) or even drill bits with a thin film coating are needed for stainless steel. These are more expensive than normal HSS drill bits, but they enable drilling in special steel without a high level of drill bit wear. Thin film coated drill bits are high-speed steel drill bits (HSS) that have any of a variety of coating blends typically with a titanium base. TiN (Titanium Nitride), TiALN (Titanium Aluminum Nitride) and TiCN (Titanium Carbonitride) are examples of thin film coaing typically used on drill bits. They are very hard, and corrosion-resistant and reduce the co-efficient of friction allowing for better lubrication of the tool. They last much longer than regular HSS drill bits, and they are good for cutting through any metal, including metal sheeting. Thin film coated drill bits have a surface that is harder than cobalt. However, because they are coated, they lose the coating protection at the cutting edge when they are re-sharpened and subsequent tool life will be reduced. Uncoated drill bits are made of cobalt or HSS steel, and they can be sharpened without any loss in performance or tool life.
ConstructionFerrous vs. Non-Ferrous MetalsUnderstanding the characteristics of ferrous and non-ferrous metals, and what twist drill is ideal for each material is key to high quality production and extending tool life. If you are still unsure of exactly which drill is right for your job, contact a Browne & Co. Sales Rep and we would be happy to assist you.
Browne & Co has been appointed as Regaional Managers for Regal Cutting Tools. They will be responsibilve for distributor and technical support for the Kentucky, Ohio, and Western Pennsylvania market areas.  Regal Cutting Tools has been manufacturing world-class cutting tools since 1955 Regal offers a high performance SuperTuf series of taps for the demanding difficult to machine materials. Regal also manufactures special taps from blanks with as little as 24 hour notice.
According to Dave Browne, President of Browne & Co, "Regal Cutting Tools. is a well established and trusted brand within the metalcutting industry. Their full line of taps as well as their tap specials capabilities really compliment our product mix and fills an area we have pretty deep experience in but didn't have a product to recommend. We're really looking forward to working with our customers and running these tools!" This is Part 2 of our series on Carbide taps. Be sure to check out Part 1 if you missed it: Carbide Taps: A Practical User’s Guide to When, What, How and Why Carbide taps have a lot of advantages, especially when you’re cutting very abrasive materials. The absolute best choice for tapping glass-filled polycarbonates, space age alloys, nonferrous materials, cast iron, and a range of other exotic materials, their anti-friction qualities lead to a longer tool life.
Standard Screw Thread Insert Taps S.T.I. (Screw Thread Insert) Taps are special taps for helical coil wire screw thread inserts, which provide positive means for protecting and strengthening tapped threads in any material. Typically used on softer abrasive materials, these taps create more accurate thread forms than other standard taps. When you need to be precise, these carbide taps are the best choice. STI taps are correctly sized to produce an internal thread that accommodates a helical coil wire screw thread insert. The insert, in turn, will accept a screw thread of the nominal size and pitch at final assembly. Screw thread inserts provide stronger tapped threads (stronger assemblies) due to a more balanced distribution of loads throughout the length of thread engagement. Thread Forming Tap  Roll Taps (aka, Thread forming taps, Form taps0 offer improved thread quality and strength due to the fluteless design, and therefore allows for greater fastener strength in the threaded product. This tap does not cut, so it is “chipless,” and therefore will not cause a chip problem. This is why thread forming, over thread cutting, eliminates costly and time-consuming chip clean-up and disposal. Thread forming taps are fluteless and include lubrication grooves. Not intended for general applications, they work by displacing the metal without removing it. Because of this, they are ideal for chip removal in blind holes. Roll Thread Forming Taps Features
Carbide Insert Taps A cost-efficient solution, only the cutting portion of insert taps is made from carbide. Their HSS body is able to absorb vibration and account for their lack of rigidity. If you’re considering testing the waters with carbide taps, insert taps are a great option. It's a very economical way to utilize the benefits of carbide with solid carbide cutting face inserts meticulously brazed to a H.S.S. tap body. Carbide Insert Tap Features
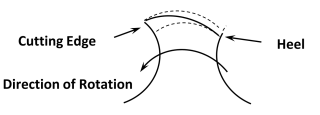
 Have you ever had a tapping job that was so troublesome that it caused heartburn or acid indigestion due to broken taps, bad finish, short tap life, over or undersized threads, etc.? One way of avoiding or alleviating such a condition is accomplished with the use of a tap feature called “relief”. The definition of “relief” according to Marian Webster, is removal or lightening of something oppressive, painful, or distressing. For a tap, “relief” is the reducing of surface contact between the tap/tap feature and the part being tapped. Surface contact generates unwanted heat causing the issues mentioned above. Depending on the tap feature, relief is applied in a direction that is, radially, around the tap, or axially, along the axis of the tap. All taps require a minimum number of features to have relief for it to cut, other reliefs are applied when the tapping application requires it. There are always tradeoffs when designing a tap, if a relief is applied or it’s amount is greater than necessary, it can cause the tap to run free or loose to a point it will cause heartburn or acid indigestion by producing issues mentioned above. Relieved features that are always necessary on a tap are: Chamfer, the tapered threads at the front of the tap. The crests or major diameter of the chamfered threads are radially relieved from the cutting edge to the heel of the land. Without this relief it would be like cutting a tomato with the non-sharp side of a knife, you can imagine the results of that. When looking at a taps chamfer, relief results in the crest width being wider at the cutting edge and narrowing towards the heel;
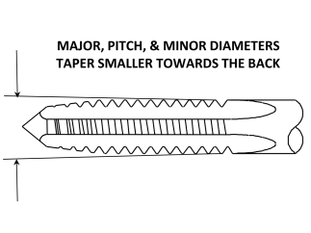
Back Taper, a slight gradual reduction of the taps thread form including it’s major, pitch and minor diameters. It starts at the chamfered end of the tap and continues axially for the length of thread towards the shank end.
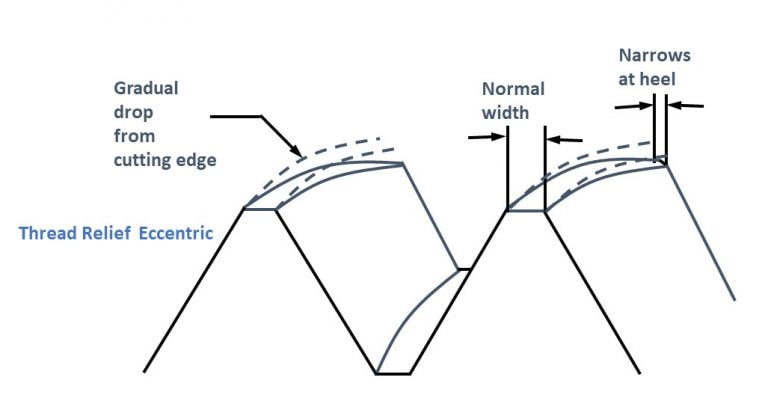
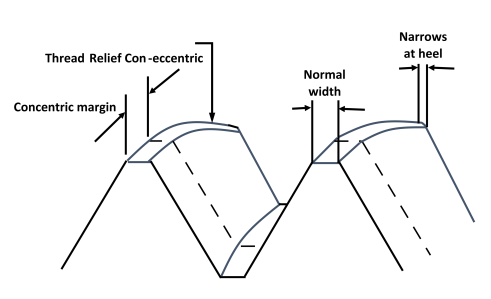
Additional features that can be relieved Thread Relief, a radial reduction of the taps major and pitch diameters from the cutting edge to the heel. Relieving of the pitch diameter results in the minor diameter being relieved as well due to the manufacturing process whereas the major diameter is relieved separately. The application of the major or pitch diameter relief is normally applied separately but both can be done in combination. Relief of pitch diameter is the most common followed by the major diameter. Thread relief is applied when Back Taper alone is not enough to prevent surface contact when tapping materials that close in and squeezes the tap like stainless steel. The rate of reduction from the cutting edge to the heel is based on the material being tapped and, in some cases, the tapping application. There are two common types of Thread Reliefs:
The reliefs we have discussed so far are applied during the tap manufacturing and other than the chamfer relief cannot be added or changed. If you are in a bind and must ship parts but can’t wait for us to design, manufacture and ship the appropriate tap, there are additional types of relief that can be applied that may work in a pinch. Sometimes referred to as a poor man’s relief, something you may be capable of doing in your shop without too much trouble to get you through a quick job, or until properly designed tools arrive.  The application of relief types and amounts are dependent on many factors such as material properties being tapped, style and size of tap, how the tap is being used (hand, machine, etc.) and application requirements, etc. By providing us with as much information about your tapping application, it will enable our engineers to design a tap with the proper relief. This will help alleviate troublesome heartburn or acid indigestion. Edit January 2024: Changed banner image
 Here’s another example of legacy term confusion. Sometimes it is necessary to use a tap with extended length. The added length may be used to add “reach” to the tool, or to allow tapping to a depth longer than the thread length of the standard blank. Maybe it’s necessary to accomplish both! The confusion lies in what to call that style of tap.  “Pulley” taps
“Pulley” taps were originally designed to tap threads in a pulley assembly. Length was extended, but shank diameter was approximately the same as the thread major diameter. The shank was used as an alignment guide to reach through the pulley hub. Thread depth could not exceed the thread length of the tap. Today, the term is rarely recognized by recent generations. “Extension” taps “Extension” taps provide additional length for reach just as pulley taps do. However, the shank diameter is reduced to allow tapping beyond the ground thread length of the tap. The shank diameter “clears” the drilled hole. All this seems pretty straightforward, but somewhere the industry decided to add a twist. In thread diameters 3/8” and smaller, Pulley and Extension taps use the same Industry-Standard blank. If additional reach is needed, with the desire to tap beyond the thread length of the blank, the terminology changes to Extension/Small Shank. Above 3/8” in diameter, the standard Extension blank has a smaller shank diameter, and is defined only as “Extension”. When in doubt, specify “small-shank” when tap use is intended to exceed standard thread length. As with any tool, these extended-reach taps can be made to custom lengths. Most manufacturers have standardized on 6, 8, 10, and 12 inches in blank length (varies by diameter) for stock tools. Maintaining Industry-Standard shank and square dimensions allows the use of standard tool holders. |
AuthorWe've compiled the latest news and technical information about our principals and our market that we hope you find informative! Archives
June 2024
Categories
All
|






 RSS Feed
RSS Feed
|
Browne & Co., Inc.
9605 Tanager Drive Chardon, Ohio 44024 |
© 2024 Browne & Co., Inc. All Rights Reserved
web design by Rapid Production Marketing |