
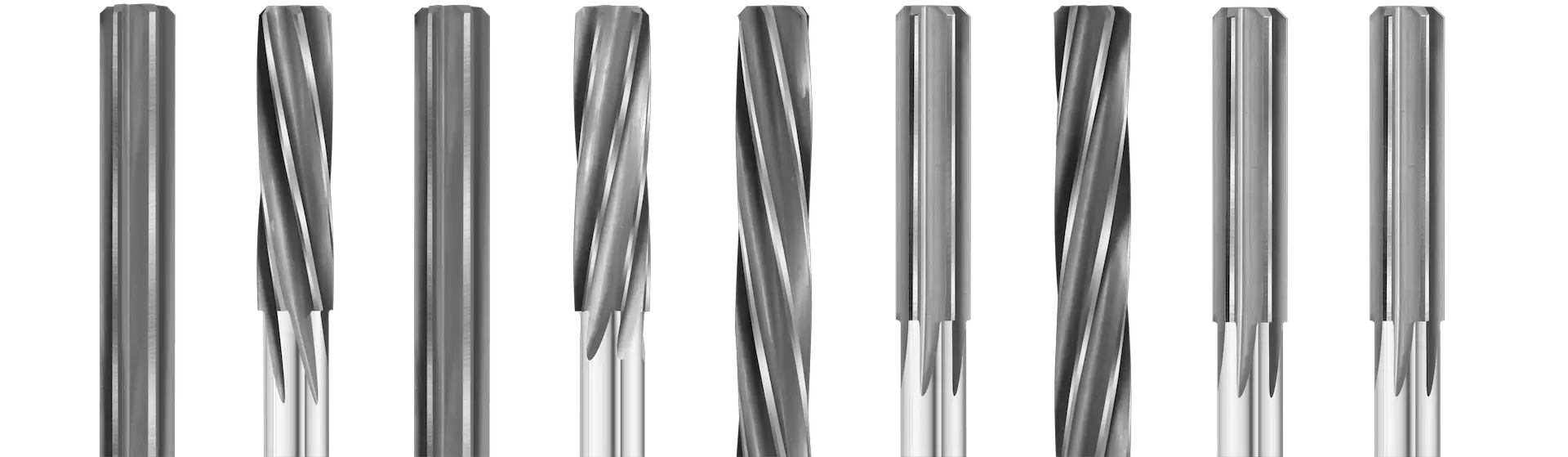
Choose from Fullerton’s selection of carbide reamers with Just-In-Time offering that includes manufacturing any size reamer within 24 hours.
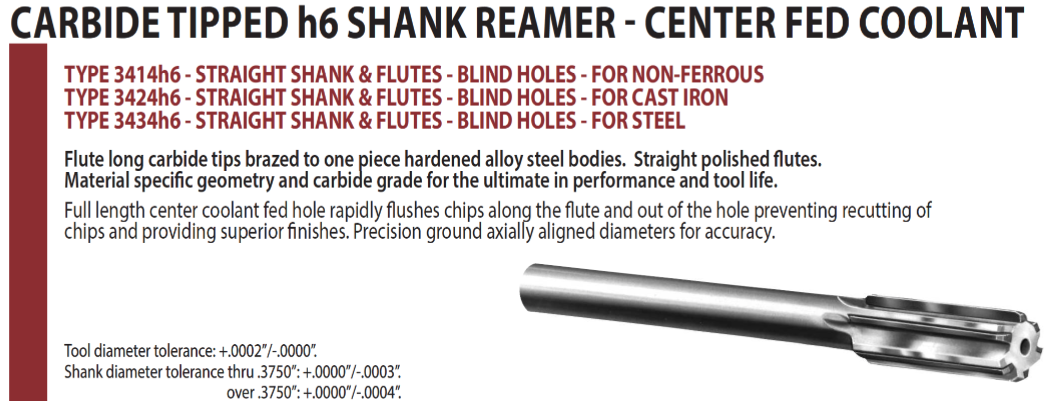
Fullerton’s carbide reamers are designed for numerous reaming applications and for a variety of materials including titanium, super alloys, hardened steels, stainless steels, steels, cast iron, graphite, brass & copper, hi silicon aluminum, low silicon aluminum, composites, plastics, and wood.
Reamers are manufactured to support customers in numerous industries, including aerospace, automotive, heavy equipment, medical, and mold & die.
Ready to ship within 24 hours!
Sign up below for your own login at Fullerton Tools award winning website
Fullerton’s carbide reamers are designed for numerous reaming applications and for a variety of materials including titanium, super alloys, hardened steels, stainless steels, steels, cast iron, graphite, brass & copper, hi silicon aluminum, low silicon aluminum, composites, plastics, and wood.
Reamers are manufactured to support customers in numerous industries, including aerospace, automotive, heavy equipment, medical, and mold & die.
Ready to ship within 24 hours!
Sign up below for your own login at Fullerton Tools award winning website



 RSS Feed
RSS Feed