
Edited by Bernard Martin
Often times in a shop, a saw arbor is a saw arbor is a saw arbor. That's just not the case and Martindale Gaylee offers several solutions. They have variants to saw arbors to meet your specific needs whether it be in a CNC milling machine, a CNC Lathe, a manual mill or even a Swiss Style CNC machine. This includes:
Let's take a look at the differences below.
- TI-LOC® Saw Arbors with integrated ER taper
- Gold Star Precision Series Saw Arbors
- General Purpose Series Saw Arbors
- Custom Saw Arbors
Let's take a look at the differences below.
TI-LOC® Saw Arbors with integrated ER taper
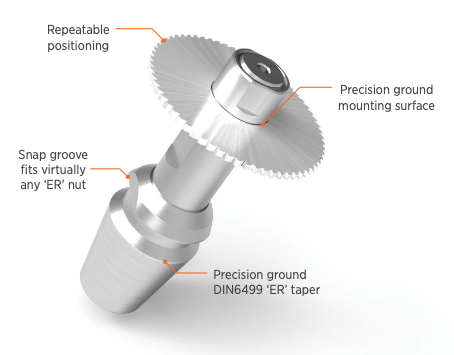 |  Twist and snap into any ER clamping nut. No special holding nuts required. |
The Ti-Loc® SwissClamp System is a taper-integrated small tooling system is designed to work with virtually any collet or tool holder that employs the ER collet system (DIN6499). The Ti-Loc directly mounts into ANY ER Taper Live or Static Tool Position.
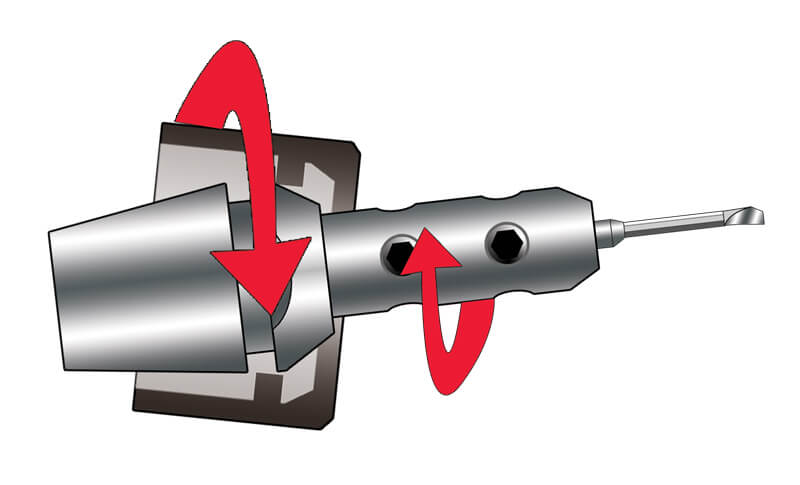
The Ti-Loc® System works with any existing tool holder and most all ER collet clamping nuts. Simply insert the Ti-Loc holder into any ER nut and twist to align the locking cam profile jus was you would for any ER collet.
The Ti-Loc® SwissClamp System can be used in any machine that has ER collet live tooling. It comes standard with ER 11, ER16 and ER20 taper arbors that serve as their own collet, eliminating need for two-piece arbor system.
This single piece design adds rigidity of set-up and improves total indicated runout (TIR). In fact, it reduces tolerance “stacking” to an incredibly low TIR of less than 0.0002". To top it off, it's less expensive & more cost effective than most comparable two-piece arbor systems.
A recommended maximum saw thickness is approximately 0.080”
The Ti-Loc® System works with any existing tool holder and most all ER collet clamping nuts. Simply insert the Ti-Loc holder into any ER nut and twist to align the locking cam profile jus was you would for any ER collet.
The Ti-Loc® SwissClamp System can be used in any machine that has ER collet live tooling. It comes standard with ER 11, ER16 and ER20 taper arbors that serve as their own collet, eliminating need for two-piece arbor system.
This single piece design adds rigidity of set-up and improves total indicated runout (TIR). In fact, it reduces tolerance “stacking” to an incredibly low TIR of less than 0.0002". To top it off, it's less expensive & more cost effective than most comparable two-piece arbor systems.
A recommended maximum saw thickness is approximately 0.080”
Gold Star Precision Series Saw Arbors

Gold Series reach saw arbors
Martindale Gaylee also offers a Gold Series reach arbor. These arbors are heat treated and ground to 0.0004” T.I.R. concentricity and squareness.
The Gold Series are engineered for use with carbide saws and where accuracy is a must. This VIBRA-CORE design, along with the deep low profile caps, gives extra support and less vibration.
The Gold Series are engineered for use with carbide saws and where accuracy is a must. This VIBRA-CORE design, along with the deep low profile caps, gives extra support and less vibration.
General Purpose Series Saw Arbors

General purpose slitting slotting saw arbor
Martindale Gaylee's general purpose slitting/slotting saw arbors are all ardened all over (58/60 Rc) for added toughness on cutter locating surfaces and shanks.
The General Purpose Series Saw Arbors shanks ground to within 0.001" T.I.R. of cutter location diameter. They have an extra long, strong body with a protective black oxide finish. The super low profile on caps allows the cutter to reach areas inaccessible with conventional arbors.
Stout plug: extra support, less vibration sum up the benefits of this style. Oh, and Weldon style shanks are readily available.
The General Purpose Series Saw Arbors shanks ground to within 0.001" T.I.R. of cutter location diameter. They have an extra long, strong body with a protective black oxide finish. The super low profile on caps allows the cutter to reach areas inaccessible with conventional arbors.
Stout plug: extra support, less vibration sum up the benefits of this style. Oh, and Weldon style shanks are readily available.
Custom Saw Arbors

An example of a Custom Saw Arbor
Can be made extra-long for reach beyond or inside part features
- Accommodates multiple cutters for straddle or profile
- Different outside diameter cutters on the arbor
- ID grooving operations
- Made with or without keyways
You can spec your own custom saw arbor




 RSS Feed
RSS Feed