

Browne & Co has been appointed as regional managers for Haimer USA. Haimer USA is a family run company headquartered in the Villa Park suburb Chicago. Haimer USA designs, produces and sells innovative, high precision products for metalcutting as well as for the automotive, aerospace, energy, rail and general machining industries.
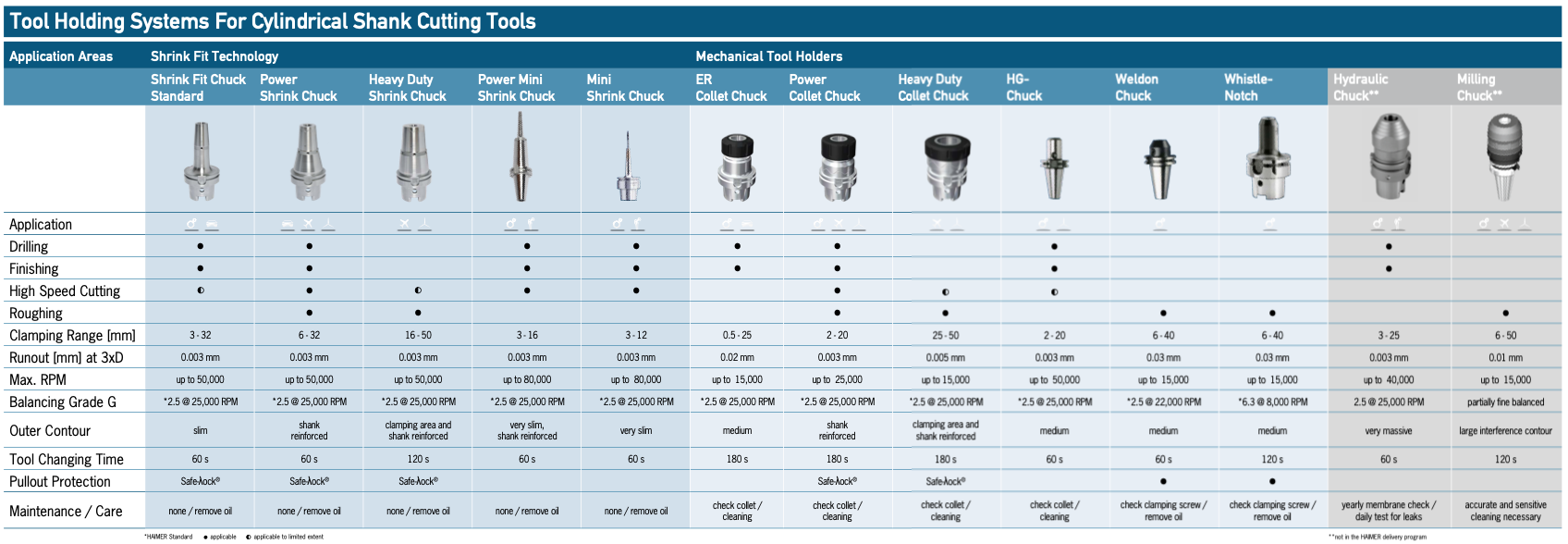
HAIMER is best know for it's large offering of rotary toolholders in all popular interfaces and lengths, as well as shrinking and balancing machines. HAIMER is a well respected brand for their 3-D Sensors and tool presetting machines. Their 30,000 sq ft Chicago headquarters is centrally located just a short distance from Browne & Co's territory which means that shipping and delivery times are quick!
HAIMER is best know for it's large offering of rotary toolholders in all popular interfaces and lengths, as well as shrinking and balancing machines. HAIMER is a well respected brand for their 3-D Sensors and tool presetting machines. Their 30,000 sq ft Chicago headquarters is centrally located just a short distance from Browne & Co's territory which means that shipping and delivery times are quick!
According to David Browne, President of Browne & Co.,
"Haimer USA's focus on high quality toolholders and toolholder set up equipment really meets the needs that we have in our marketplace. We have seen increased demand to balanced high speed, high feed cutting tools increasing over the past decade. Haimer is by far one of the highest quality toolholder systems manufacturers in the world. Their shrink fit holders are what they are most known for but they also have a very robust offering of other rotary toolholders, balancing and presetting machines. We are very excited to represent such a fine group of products in our region!"
Browne & CO. will represent Haimer USA in the the Kentucky, Ohio and Western Pennsylvania territories. For more information or to schedule a time for a free, on-site, balance test of your tools and check their balancing grades click the contact button below.
While we performing the balance tests, we often find the main reason for spindle damage and the source of vibrations. Because the Haimer USA balancing machines have a flexible design, we can also balance rotors (impeller, fans, housings, etc.) grinding wheels and tools of all types.
Just ask us and begin profiting from the experience of our experts! Our knowledge is your advantage!
"Haimer USA's focus on high quality toolholders and toolholder set up equipment really meets the needs that we have in our marketplace. We have seen increased demand to balanced high speed, high feed cutting tools increasing over the past decade. Haimer is by far one of the highest quality toolholder systems manufacturers in the world. Their shrink fit holders are what they are most known for but they also have a very robust offering of other rotary toolholders, balancing and presetting machines. We are very excited to represent such a fine group of products in our region!"
Browne & CO. will represent Haimer USA in the the Kentucky, Ohio and Western Pennsylvania territories. For more information or to schedule a time for a free, on-site, balance test of your tools and check their balancing grades click the contact button below.
While we performing the balance tests, we often find the main reason for spindle damage and the source of vibrations. Because the Haimer USA balancing machines have a flexible design, we can also balance rotors (impeller, fans, housings, etc.) grinding wheels and tools of all types.
Just ask us and begin profiting from the experience of our experts! Our knowledge is your advantage!


 RSS Feed
RSS Feed