
VAPOR™ is a high feed indexable mill that maximizes metal removal rates.
Utilizing light depth of cut (DOC) combined with extreme feed per tooth (FPT) to increase productivity.
Utilizing light depth of cut (DOC) combined with extreme feed per tooth (FPT) to increase productivity.

Dapra Corporation has announced the DAPRA Next Technology - High Feed Indexable Milling Platform - "VAPOR™ powered by TRI-X2".
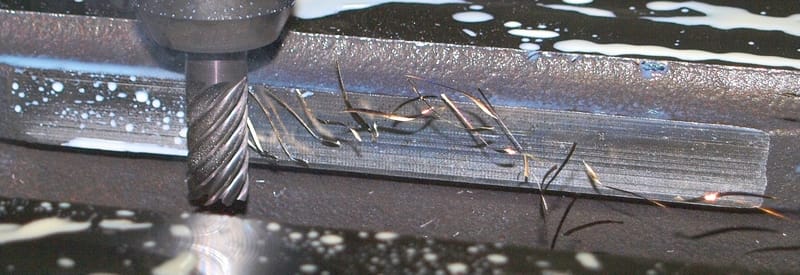
VAPOR™ is ideal for extreme machining. The VAPOR™ platform has unique elements in body design and TRI-X2 insert geometry for higher metal removal rates and extended tool life.
The design is created for lighter, faster cutting and versatility through positive cutting geometry and excellent ramping capability. It's designed with a new double-sided insert series for lower cost per usable cutting edge. Inserts are installed with a large insert screw for longevity and easy indexing. This makes the advanced design highly shock resistant through-hardened steel.
VAPOR™ is ideal for extreme machining. The VAPOR™ platform has unique elements in body design and TRI-X2 insert geometry for higher metal removal rates and extended tool life.
The design is created for lighter, faster cutting and versatility through positive cutting geometry and excellent ramping capability. It's designed with a new double-sided insert series for lower cost per usable cutting edge. Inserts are installed with a large insert screw for longevity and easy indexing. This makes the advanced design highly shock resistant through-hardened steel.
- Available in both endmill and shell mill configurations
- A diameter range of 0.500” - 2.00”, with up to 7 flutes
- Through coolant holes for maximum control and chip evacuation
- Initial offering is a double-sided 6mm insert series
- Additional product series coming soon!








 RSS Feed
RSS Feed